
Sprautumóteru aðal vinnslubúnaður fyrir iðnaðarframleiðslu, notkun móta til að framleiða plasthluta, með ýmsum kostum eins og að veita framleiðslu skilvirkni, auðvelt að tryggja gæði, lágan framleiðslukostnað, sprautumót eru í auknum mæli notuð í iðnaðarframleiðslu.Sem mikilvægasta ferlið við sprautumótun hefur gæði móta þess bein áhrif á gæði vöru, en framleiðslukostnaður móta tekur stóran hluta af þróunarkostnaði fyrirtækja.Þannig að bæta endingartíma / skotlíf sprautumóta til að draga úr kostnaði við plastvörur, bæta framleiðni fyrirtækja og samkeppnishæfni hefur veruleg áhrif.
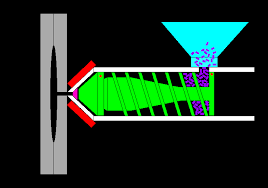
Plast innspýting mótunarferli er aðallega plasthráefni í innspýtingarvélartunnu eftir upphitun mýkingar, í innspýtingarvélinni skrúfa knúningu, eftir að plastið hefur náð ákveðnu hitastigi, með ákveðnum þrýstingi og hraða í gegnum innspýtingarvélarstútinn inn í moldholið, og þá mótið eftir þrýstinginn, varan kælir og opnaðu mótið og fáðu plasthluta.

Meðan á sprautumótunarferlinu stendur þarf yfirborð mótsins að bera þrýstinginn þegar mótið er lokað, þrýstingur plastbráðarinnar í moldholinu og togkraftinn þegar moldið er opnað, þar af þrýstingur plastbráðarinnar. á holrúminu er mikilvægast.Á sama tíma verður að halda moldinu við ákveðin hitastig, moldhitastig ætti að reyna að ná fram hringrásarbreytingum, kröfur viðskiptavina moldhitastigið ætti að vera hátt, sem getur í raun dregið úr upplausn snefilsins og plasthlutar frá moldhitastigi. ætti að vera lágt.Annars verður aflögun vörunnar tiltölulega mikil.Við slíkar vinnuaðstæður er moldið næmt fyrir of mikilli aflögun og heitt og kalt þreytubrot, aðallega undir áhrifum hitastigs og þrýstings.
Plast í því ferli að fylla moldholið, moldmyndandi hlutar með háhita og háþrýstingsbræðsluhreinsun, flæðisnúning, í því ferli að fjarlægja mótun, holrúm og kjarna og plasthluta í vinnuferlinu er auðvelt að framleiða núning, sem leiðir til í fyrirbærinu moldslit.Á sama tíma, vegna tíðrar opnunar og lokunar mótsins, eru mótunarhlutar og mótunarhlutar viðkvæmir fyrir sliti sem leiðir til þess að þær losna.


Í mótunarferlinu munu sum plastefni brotna niður við háan hita og þrýsting til að framleiða ætandi lofttegundir, sem auðveldlega tærast og skemma yfirborð mótsins, sem veldur skemmdum á yfirborði mótsins.
Þegar framleiðsla á innspýtingarmótum nær ákveðnum fjölda geta yfirborðsgæði vörunnar vegna óhóflegs slits á moldinni ekki náð kröfum, vöruflæðið og fljúgandi brúnin er alvarleg og ekki er hægt að gera við moldholið og kjarnann. líf myglunnar rennur út.Heildarfjöldi plasthluta sem lokið er við áður en mótið bilar er einnig þekkt sem endingartími mótsins.
Birtingartími: 26. júlí 2022